【 采购管理】如何通过“现场”判断一家供应商?附PPT
|
admin 2024年7月25日 22:39
本文热度 3006
2024年7月25日 22:39
本文热度 3006
|
无论是供应商评审、参观客户或同行工厂、收购目标评估,还是内部现时现地现物的管理,无论你是做采购的,还是搞技术、搞质量的,无论你是总裁还是员工,都有可能去拜访供应商,涉及到大量的现场观察。而现场观察往往因时间的限制,需要我们练就火眼金睛,在很短的时间内对现场进行快速的评估与判断。
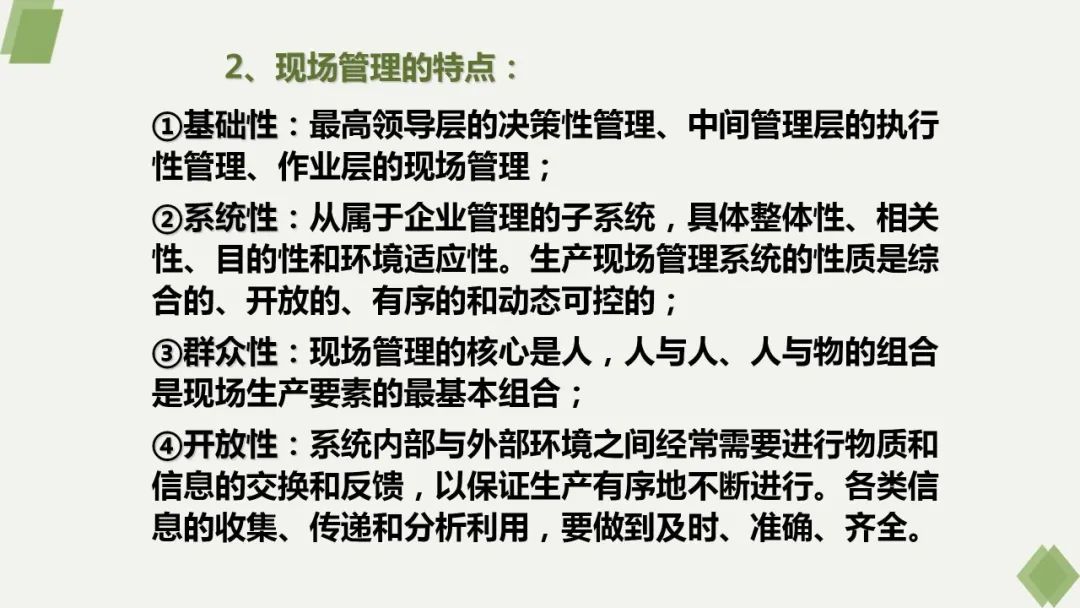
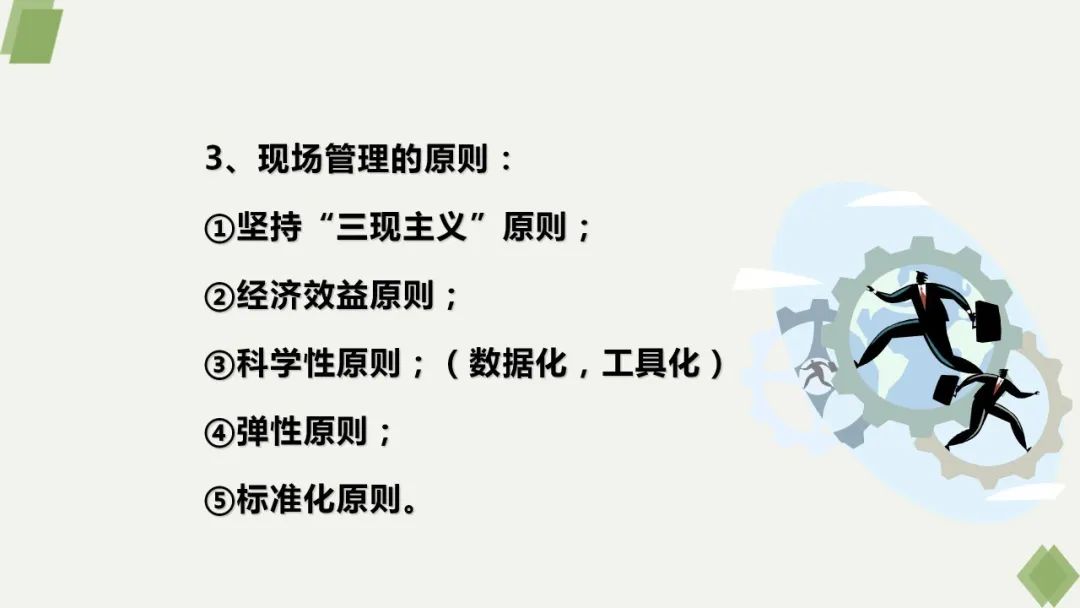
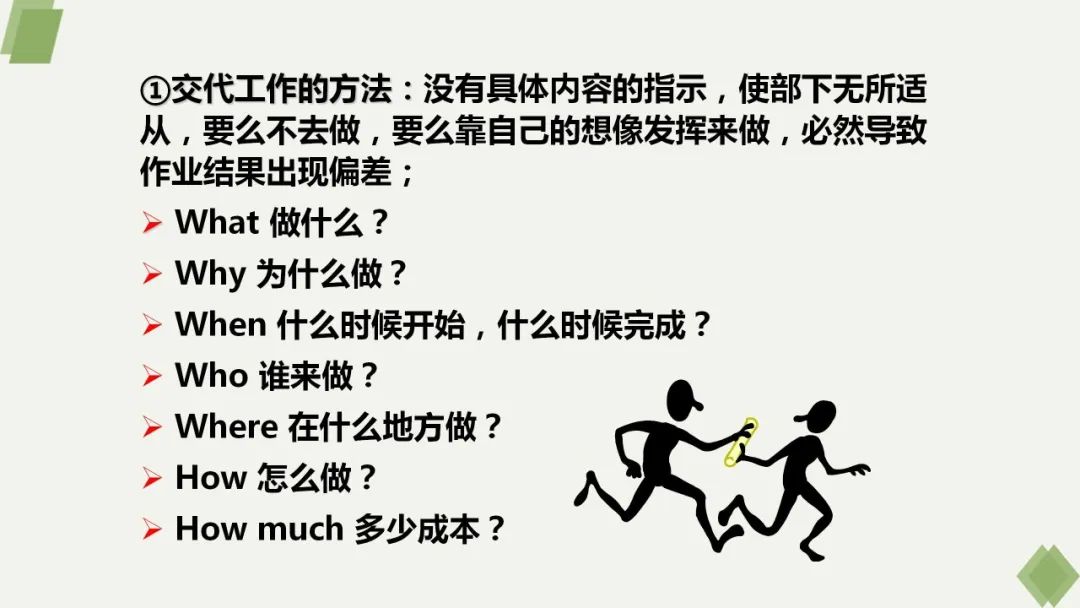
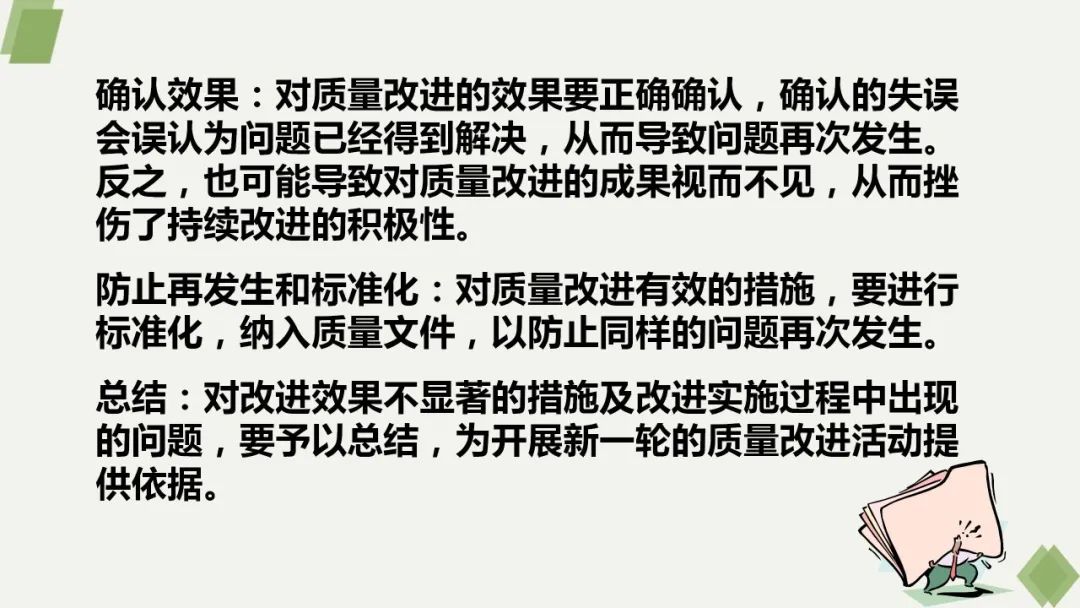
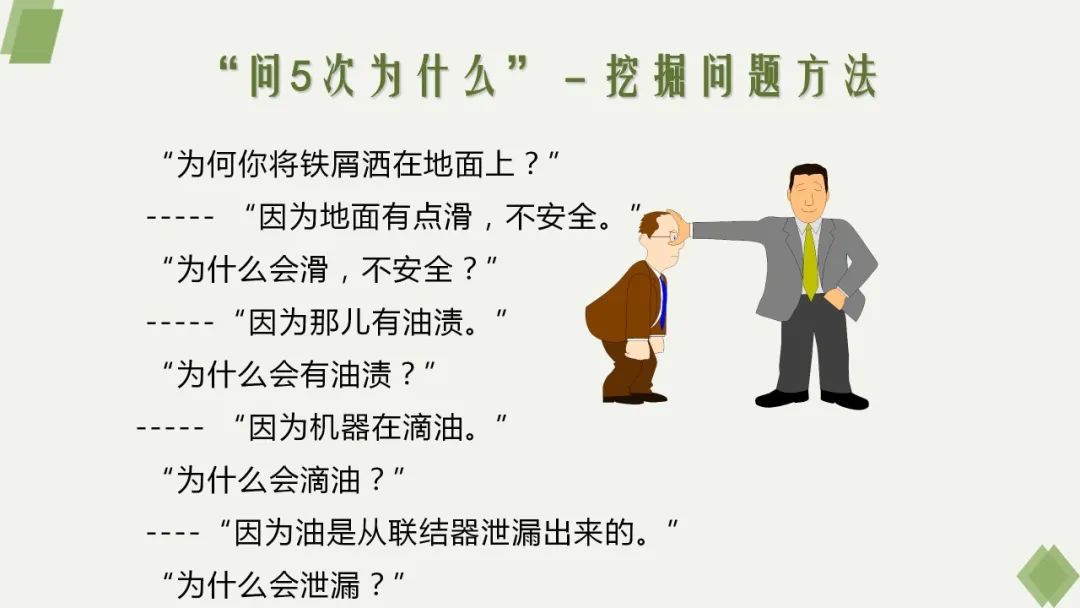
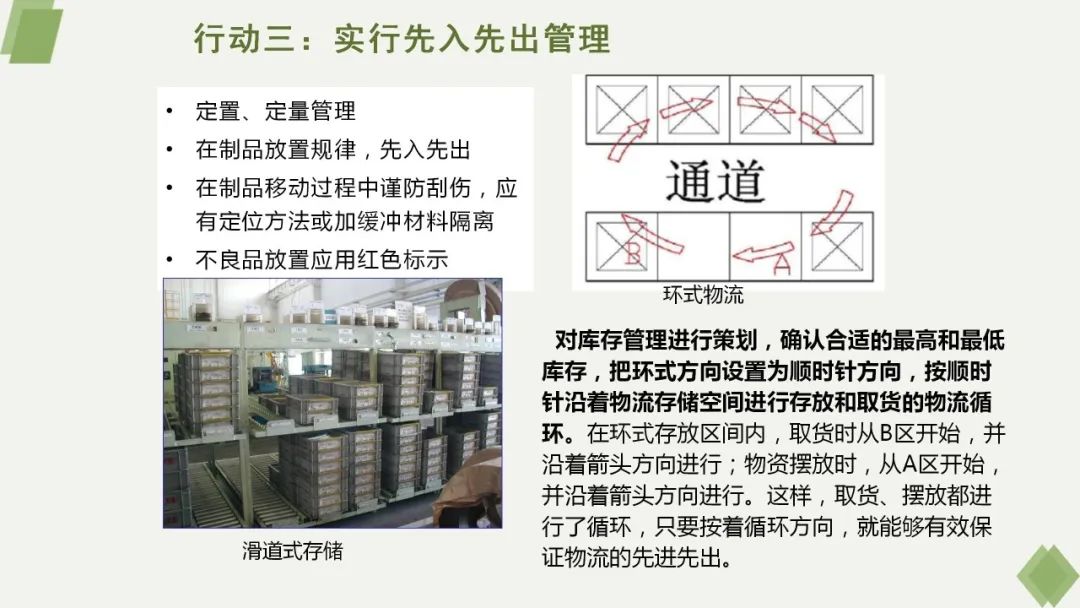
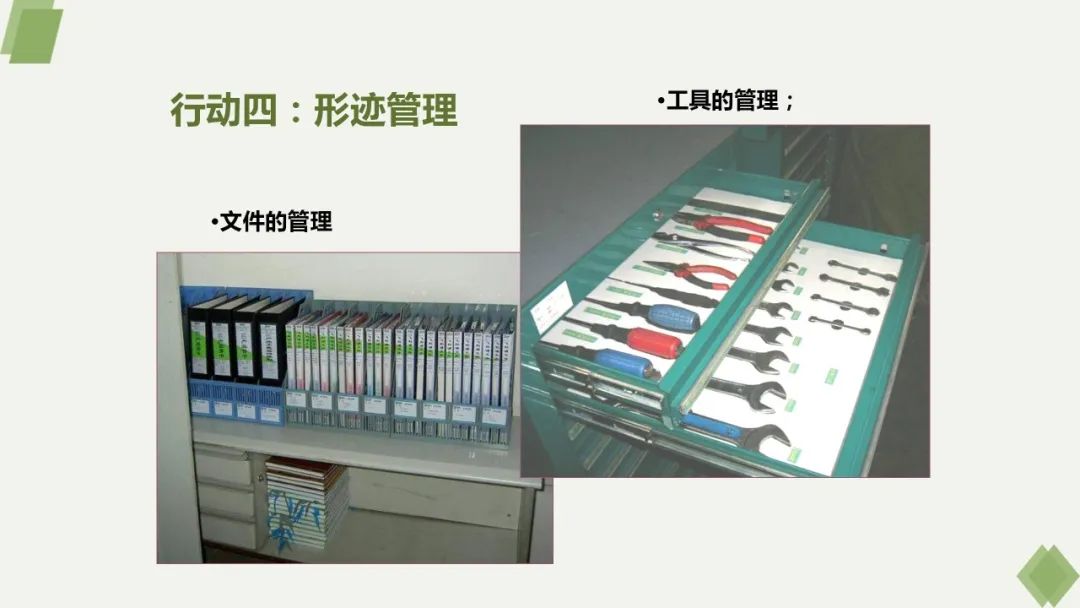
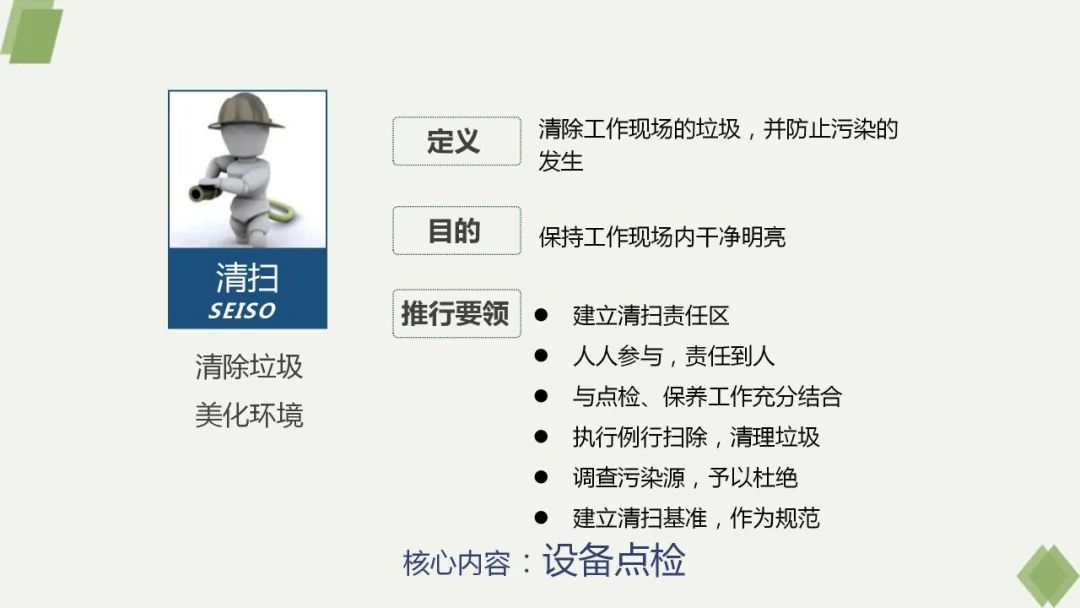
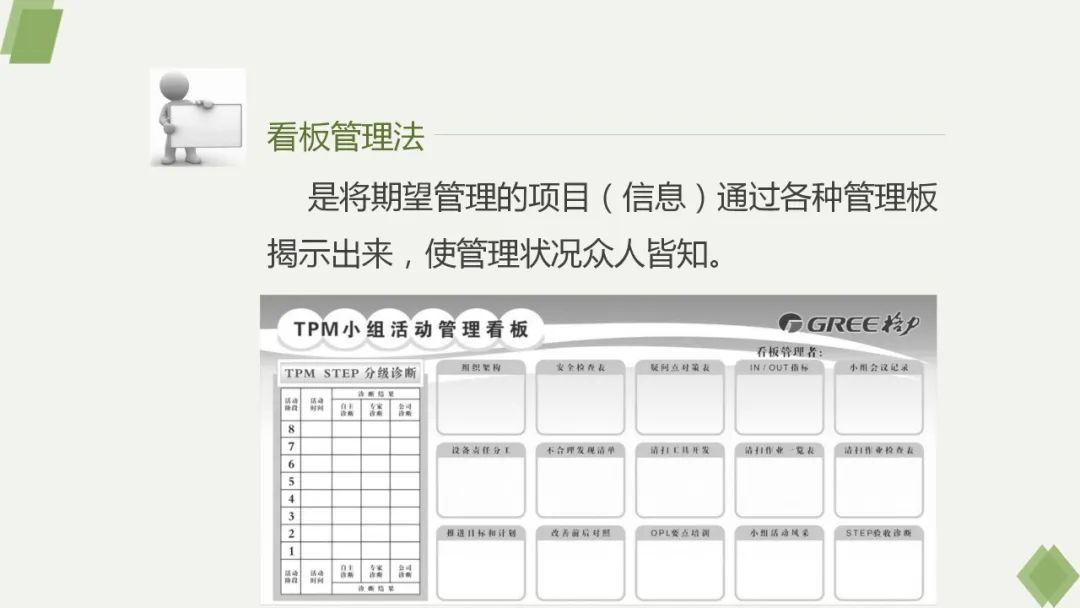
如何让供应商感觉你真的有水平,在总结中“一语中的”直击要害,让供应商不得不服呢?现场观察是持续改善的基础。丰田的大野耐一将现场观察做到了极致,甚至在工厂休息日,他也会带管理人员到现场,让人站在车间安静地观察半个小时,然后指出需要改善之处。唯有如此,才能真正做到改善无止境,做到PDCA循环。企业内部人员往往对很多问题或者视而不见,或者认为无伤大雅,或者认为无法改变。也有很多管理者往往对直观信息熟视无睹,只对数字情有独钟。结果就可能挂一漏万,忽略一些关键线索,不能真正了解企业的真实状况。作为客户,我们应该到供应商的现场,了解其成本构成、生产效率、品质管控。作为供应商,我们应该到客户的现场,了解其生产流程,以便更好地为客户服务。作为同行,如果有机会到其他工厂参观, 也是非常好的学习、对比、参照的机会。企业运营是一个大系统,所有环节息息相关,互相影响。对于生产型企业来说,通过现场的任何细节,均可知微见著。任何大问题的产生,都可以从现场找到根源。即便是在有限的时间里走马观花,只要抓住重点,也能充分掌握工厂运作的关键信息。以下结合宏观大系统以及管理细节两方面来谈谈如何进行现场观察。在现场首先可以直观地看到最真实的员工精神面貌,士气高昂的员工与邋遢、冷漠的员工会形成鲜明对比。与现场工人交谈几句,从工人的面部表情和肢体语言也可以得到重要的第一印象,因为这些直接反映了工人的情绪及对工厂的满意度。我参观过的一家工厂里,大部分车间都播放着欢快的音乐,一眼看过去,工人们劳动热情很高,在这样轻松愉悦的环境中工作,效率相对更高,产品的质量也会让人更有信心。在车间走动可以注意观察是否有忙闲不均的现象,例如机器在自动加工的时候,工人长时间在旁边无所事事,或者是有的工位上的工人在长时间等待物料。存在这种现象说明工厂缺乏精益管理,人员利用率低,闲散的员工也会影响其他人的工作氛围,整体工作效率低,成本必然更高。应该留意车间的光线是否充足,空气流通是否顺畅,现场是否有异味,噪音是否太大,车间是否整洁,因为这些也会直接影响工人的心情,进而影响生产效率和产品质量。很难想象一个现场氛围懒散、低落、冷漠,员工或心怀怨气或无所事事的工厂能够做好产品、创造效益。中国的很多工厂都好大喜功,生产车间越大越好,结果往往利用率很低,设备及工序布局很分散,除了浪费空间外,物料也在工厂中进行着大量无谓的搬运。而发达国家的多数工厂看起来没那么壮观,甚至略显局促,但是空间利用率高,流转效率也很高。运输工具不但占用空间,操作成本高,还会鼓励不必要的物料移动。我在一个客户工厂看到很多电动叉车、手动叉车在忙碌地穿梭,但是其中有大量的无谓搬运。例如同一批零件从A区搬到B区加工完后再搬回A区做后道加工,然后搬到C区处理,最后还要再搬回B区,搬运的浪费简直达到极致。原则上当天使用的生产物料应沿生产线存放,而不是在几个库存区分隔存储,工具和工装摆放应尽量靠近机器。工厂布局应保证产品流动的顺畅性,尽量避免任何隔断。如果在一个工厂中看到物料搬运距离长,搬运路线重复,或者搬运次数多,则说明布局不合理,空间利用不理想,也说明生产线没有做到尽量集结。标准是最佳的状态和统一的执行参照。没有标准就无从执行,就没有改进的着眼点。生产现场应该有的标准很多,包括作业和品质标准,5S与安全标准、操作与维护标准,流程与返工标准、安全库存标准等等。很多工厂现场都有SOP(标准化作业流程),我们可以观察这些标准是否有漏项、能否易于执行、中间是否有断点。检查是否写的、说的、做的一致,质量控制点是否以醒目的标志或颜色加以突出。通过观察同一个工序的不同员工具体操作过程,可以发现其中是否有差异,包括动作的顺序、操作力度、是否有遗漏等方面。有差异说明员工缺乏标准化操作培训,则产品发生变异的可能性大大增加。我在一个供应商工厂参观时,发现不同的工人锁四个螺丝的顺序不同,也没有标准扭力参考,全凭感觉,有的工人会锁两遍,有的工人只锁一遍,难怪会发生螺丝脱落,或者一边锁得太紧导致另一边翘起来的质量投诉。现场观察应着重留意车间对于不良品的处理方式。好的工厂会将问题暴露出来,而不是将不良品和废品掩盖起来。例如用灯光聚焦废料,或用红色标签将其醒目标出,这样可以立刻知道废料是否在增加,或者生产流程的某段是否正在生产不良品。我在一个工厂的角落看到很多不良品,从上面的灰尘可见堆积了相当长时间,但没有任何标志来说明不良的原因和问题所在。询问现场工人,回答说那些东西都好几个月了,没人清楚是什么问题,也没人处理。询问出现不良品如何处理,回答是有专人返工,也没人去深究出现不良的原因。谁敢和品质管理如此混乱的工厂合作呢?在制品、半成品的可追溯性也可以在现场很容易地看出来。在好的工厂里,每个部件都有一张卡片或一份文件跟随流转,注明来源、经手加工的人员、所使用的设备等信息,在任何工序发现问题均可轻易追溯到源头,也便于改善。现场可以通过工人对于零部件的防护程度,来判断品对品质管理的精细度。我在一家电机厂看到转子随意摆放在水泥地面,没有任何防护措施,这样的成品电机质量可想而知。另一方面定子竖着放在木质工作台上,工人在上部整形,下部的漆包铜线很容易因摩擦损坏绝缘漆,同样造成品质隐患。通过观察不良品数量和比例,也可初步判断一个工厂的质量控制过程是否合格。我在参观一个供应商时,中午前后发现成品线末端堆积了20多件不合格品。经询问工人,这条流水线一天的产量平均在1000件,按此估算每天的不良品大约50件,成品不良率高达5%,这说明在前面各道工序有大量质量问题没有被发现,不良品一直流窜到最后,质量控制很弱,制造不良的成本一定很高。目视化管理是很多高级管理手段的基础,是一个生产企业管理水平的直观传达。在管理良好的工厂中,目视化工具随处可见。包括工作场所的组织与标准化、结果性指标目视化、标准作业目视化、控制性指标目视化、自动防错与纠错目视化、警报机制等等。参观时,应注意寻找各种目视化工具。目视化的管理看板,可分为静态的和动态的管理看板。静态的看板主要是传达组织长期的管理理念,动态的看板是管理者随时要把握的管理信息,更能反映一个工厂的管理水平和能力。我看过的很多工厂车间里悬挂了大量的宣传口号,老板还很自豪地炫耀企业文化、目视化做得好。但是这些工厂很少使用动态看板,或者动态看板基本不动,数据信息几个月没有更新过。这说明看板只是做样子的,根本没有起到实际作用。5S是现场组织与标准化的体现,是目视化的底层应用。然而由于种种原因,现实中大多数的中国企业在5S管理方面都走进了误区。在一家大型电机制造厂,生产车间一眼望过去几乎一尘不染,所有的地面都涂着漂亮的油漆,各种目视化的线条、标识等都做得很象样子,但唯独缺乏安全警示标志。过于光滑的路面摩擦力不足,人走在上面不小心都会滑倒,手推车、叉车也可能会打滑。这样的表面功夫做得很足,但还是有很多安全隐患。在好的工厂里,设备整洁而且保养良好,设备相关信息一目了然并且即时更新。在一个铸造厂的机加工车间,虽然各种车床都不是很先进,甚至历史很长,但都在良好的状态下运转。我看到每台机器的侧面都醒目地贴着一张卡片,上面记录着该设备的型号、采购日期、价格、供应商、维修记录、保养记录等等。此外,日常点检表也记录得很完整,有的点检表上清晰地记录着操作工发现的隐患,以及设备部门的签字及处理方案。这说明设备管理和保养形成了良性体系。在另一家工厂,我看到一台大型真空浸漆机处于待修理状态,据说是密封橡胶圈老化需要更换,但配件要一个月以后才能到位。这台设备上没有任何维修保养记录,虽然有每日点检表,但对这样的易损件直到严重老化不能使用才发现,说明点检不到位或者敷衍了事。这台设备的故障本来可以很早就产生预警并做好相应的准备工作,不至于造成停机一个月严重影响生产交货。在现场还可以向员工了解,操作人员和产品开发人员是否参与了设备的采购决策。一线工人和参与产品开发和生产的人员最清楚新设备的优缺点,也最了解生产线的实际需求。在很多工厂设备采购都是由高层或设备部决定,很少征求一线人员意见,导致大量后续的问题。例如我参观过一家提供机加工配件的供应商,在现场看到好几台高精尖的设备处于闲置状态。询问现场管理人员,原因是这些设备的运转需要大批量单一同型号的产品才合算,而该工厂从来都没有过这样批量的订单。此类问题本来是可以通过前期各部门的广泛介入来避免的。此外,如果有机会观察一下设备切换过程,或者了解一下换型时间及换型之后的生产批量。看工厂是否能做到将外部作业与内部作业区分,是否能做到快速换型,切换之后的生产批量是否合理。这些都直接影响工厂的生产效率、库存和生产成本。现场观察是发现问题的最直接的手段,绝大部分问题都会在现场表现出来,可快速对工厂做初步评估,由此追根溯源,也可以减少很多工作的盲目性。本文探讨的仅仅是现场观察众多内容的一小部分,现场观察还有很多方式方法及不同的着眼点,但基本原则和需要注意的事项是一致的。首先,不能带有色眼镜来看现场,不能怀揣着结论到现场找证据,这样往往会有失偏颇。其次,现场不能光看表面,需要核对说的、写的、做的是否一致,需要多问几个为什么。第三,应同时以宏观和微观的眼光来看,采用缩的方式聚焦细节,采用放的方式来看整体。第四,尽量不做笔记,这样会影响观察和思路的连续性,也会让现场人员感到紧张。接下来,分享完整版《现场管理》培训教材,欢迎收藏学习!
该文章在 2024/7/30 19:05:55 编辑过






 400 186 1886
400 186 1886